·þÕáūĢš028-6141 6833
ÐÂÂÖÐÐÄ > ÐÂÂÔĮé
·þŅbđĪIÓ°åĩÄ·Öîž°ĖØüc
ŌŧĄĒ·þŅbđĪIÓ°åĩÄ·Öî
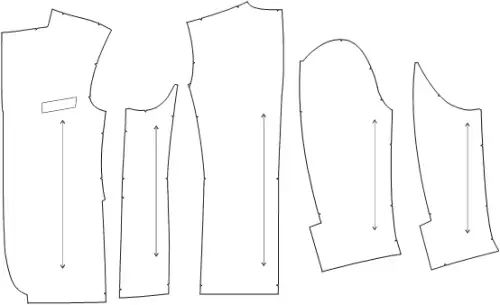
đĪIÓ°åĩÄ·NîšÜķāĢŽūÍÆäÓÃÍūíÖvīóÖÂŋÉ·ÖéīóÓ°åĄĒÐĄÓ°åĄĒÐÞÆŽÓïŌÔ ž°ĀCŧĻÓÃŋŽŧĻÓ°åĩČŨ·NĄĢ
1.īóÓ°å
īóÓ°åÓÖ·QÃŦÓ°åĄĒēÞôÓ°åĩČĢŽŌēūÍĘĮÔÚēÃīēÉÏÅÅÁÏĄĒÓĄĒēÞôrËųÓÃĩÄ Ó°åĄĢŌŧ°ãÔÚēÞôÜégĀïŠÓÃĢŽËüĘĮąĢŨCģÉŌÂīóŌļņĄĒÔėÐÍž°đĪËÖÆŨũĩÄÖũŌŠŌĀþ ÅcËĘĄĢ
ūÍÆä―MģÉíÖvĢŽ·þŅbÓÉÃæēžĄĒĀïēžĄĒŌrēžĄĒĖîģäÁÏĩČ―MģÉĄĢé·ĀÖđīóÓ°åŧėyĄĒ ļãåeĢŽīóÓ°åÓÖŋÉ·ÖéĢš
(1)ÃæŨÓÓ°å
ŌÔÎũŅbéĀýĢŽÃæŨÓÓ°åÓÐĮ°ÆŽĄĒČÆŽĄĒšóÆŽĄĒėÃæĄĒîIŨÓĄĒīóÐäÆŽĄĒÐĄÐäÆŽĄĒ īóīüÉwĄĒĘÖ―íīü°åĄĒĮķūÓ°åĩČĩČĄĢ
(2)ĀïŨÓÓ°å
ÍŽÓŌÔÎũŅbéĀýĢŽĀïŨÓÓ°åÓÐĮ°ÆŽĀïĄĒšóÆŽĀïĄĒČÆŽĀïĄĒīóÐäÆŽĀïĄĒÐĄÐäÆŽ ĀïĄĒīóīüÉwĀïÓ°åĩČĩČĄĢ
(3)ÕģšÏŌrēžÓ°å
ÕģšÏŌrēžÓ°åČįĮ°ÆŽŌrĄĒîIŌrĄĒ·ÕÛūŌrĄĒĮ°ÐäÁþŌrĄĒīóīüÉwŌrĄĒĘÖ―íīüŌrĄĒ ĮķūŌrĄĒČÆŽÐäÁþŌrĄĒšóÆŽÐäÁþŌrĄĒšóÆŽžįŌrĄĒÏÂ[ŌrÓ°åĩČĩČĄĢ
(4)ČŌrÓ°å(ÃÞÓ°å)
ČŌrÓ°åČįĖîģäÁÏÖÐĩÄÄzÃÞĄĒëæū]ÃÞÔÚēÞôrĘđÓÃĩÄÓ°åĄĢ
ÉÏĘöÃæŨÓÓ°åĄĒĀïŨÓÓ°åĄĒÕģšÏŌrēžÓ°åž°ÃÞÓ°åĢŽÍĻģĢŠ·ÖeÖÆ°åĢŽŪČŧ ŌēÓÐÏāŧĨÍĻÓÃĩÄĮérĢŽČįÃæŨÓÅcĀïŨÓÓ°åÍĻÓÃĄĒÃæŨÓÅcÕģšÏŌrēžÓ°åÍĻÓÃĩČĢŽĩŦ ąØíÓÃēŧÍŽĩÄîÉŦšÍÎÄŨÖžÓŌÔÕfÃũĄĒ ^·ÖĄĢ
2.ÐĄÓ°å
ÐĄÓ°åÓÖ·QôÓ°åĄĒÓ°åŧōÜđĪÓ°åĄĒÝoÖúÓ°åĩČĢŽĘĮŋÛ CĄĒÅüžôĄĒđīŋpĄĒ ūÃũūž°ķĻÎŧrËųÓÃĩÄÓ°åĢŽŌŧ°ãÔÚŋpÖÆÜégž°šóĩĀđĪÐōÖÐĩÄæiáÜégĀïŠÓÃĄĢ ÆäēÄÁÏŋÉÓÃÓēž°åĄĒÉ°ÆĪžĢŽŧōÓÃÕģÉÏožŌrĩÄÓēÆĪžĢŽÉõÖÁÓÃčFÆĪĩČĄĢÆäÖũŌŠ ÄŋĩÄĘĮŋØÖÆģÉŌÂļũ·NÓÐŌķĻĩÄÐĄŌļņĢŽąĢŨC·þŅbÔėÐÍšÍŌļņĩÄŌŧÖÂÐÔž°ËĘŧŊĢŽ ÍŽrĖáļß·þŅbÉúŪaĩÄЧÂĘĄĢČįŅŨÓŅüî^ĄĒîIŨÓĄĒŲNīüĄĒīüÉwĄĒĘĄĩĀĄĒÕÛņО°ŅéT ―óūūĩÄēŋÎŧĢŽļũž~ŋÛÎŧÖÃĩÄī_ķĻĢŽŋÚīüÎŧÖÃĩÄī_ķĻĩČĄĢ
3.ÐÞÆŽÓ°å
ÐÞÆŽÓ°åĘĮÐÞÕýļũîēÃÆŽrËųÓÃĩÄÓ°åĄĢŌŧ°ãÔÚŋpÖÆÜégĀïŠÓÃĢŽÆäÖũŌŠÄŋ ĩÄĘĮéÁËąĢŨCģÉŌÂĩÄīóŌļņĄĒÔėÐÍĄĒĶlĶļņž°ĶŧĻŌŠĮóĩČĄĢČįēÃÆŽ―ÕģšÏŌrÕģ šÏšóÓÐÐĐķøÁÏþ°lÉúĘÕŋsÅcŨÐÎĢŽéÁËąĢŨCģÉŌÂĩÄīóŌļņĢŽŌŠÓÃÐÞÆŽÓíÐÞÕýĄĢ Čį―zūIÎũŅbĩÄĮ°ÆŽ―ÕģŌrÕģšÏšóíÓÃÐÞÆŽÓíÐÞÕýĄĢÓÖČįģÉŌÂÉ°Ïī―zūIŌrÉĀÖÆŨũ rÍųÍųÓÉÓÚß^žįÅcĮ°šóÆŽĩÄ―zŋ|·―ÏōēŧŌŧÖÂĢŽŋsÂĘēŧŌŧÖÂĢŽÓÐrß^žįēÉÓÃÏČēÃÃŦ ÆŽĄĒîAŋsĢŽČŧšóÓÃÐÞÆŽÓÐÞÆŽĩÄÞk·ĻĄĢÆäËûĩÄČįÓÐĶlĶļņĄĒĶŧĻŌŠĮóĩÄēÃÆŽÍų ÍųŌēŌŠÓÃÐÞÆŽÓÖðÆŽíÐÞÕýĢŽÄķøĘđ·þŅbĩÄĶlĶļņĄĒĶŧĻĩČĘī_oÕ`ĄĢ
4.ĀCŧĻÓÃŋŽŧĻÓ°å
ĀCŧĻÓÃŋŽŧĻÓ°åžīÓÃÓÚī_ķĻĀCŧĻÐÎ îšÍÎŧÖÃĩÄÓ°åĄĢ
đĪI°åŌŧ°ãÓÉ·þŅbđŦËūŧōđĪSĩÄžžÐgēŋéTØØÖÆŨũ,žīÓÉžžÐgŋÆŧōžÓ·ŋ(°å ·ŋ)ĩÄžžÐgČËTíÍęģÉĄĢÖÆķĻÓ°åĘĮģÉŌÂÉúŪaÖÐĩÄŌŧÖØŌŠĩÄžžÐghđ,Ó°åŌŧ― ÖÆķĻ,ļũĩĀđĪÐōĩÄžÓđĪēŋéTūųĀļņ°īÕÕÓ°åĩÄŌŠĮóßMÐОÓđĪĄĢ
Ó°åĩÄĘī_Åc·ņĢŽÖą―ÓÓ°íģÉŌÂĩÄŌļņĄĢ
ķþĄĒ·þŅbđĪIÓ°åĩÄĖØüc
ĢĻŌŧĢĐ.ģÉŌÂŌļņÅcÓ°åŌļņ
ÔÚ·þŅbÖÐĢŽēÃÖÆ·þŅbĮ°ĢŽé·ĀÖđģÉŌÂŌļņĩÄŋsÐĄž°·þŅbēŧšÏÉíĢŽÍųÍųēÉÓÃÃæ ÁÏîAŋsĩÄÞk·ĻĄĢČįÁÐēĀĄĒÂéĩČÃæÁÏēÉÓÃÖą―Ó·ÅČëËŪĀï―þÅÝÍļĢŽÁĀļÉšóÔŲēÃÖÆĢŧ―z ūIÃæÁÏÔÚ·īÃæßMÐÐļÉ CîAŋsĢŧÃŦÄØÁÏŋÉēÉÓÃūųōËŪŧōÉwËŪēž CŋsĄĢ
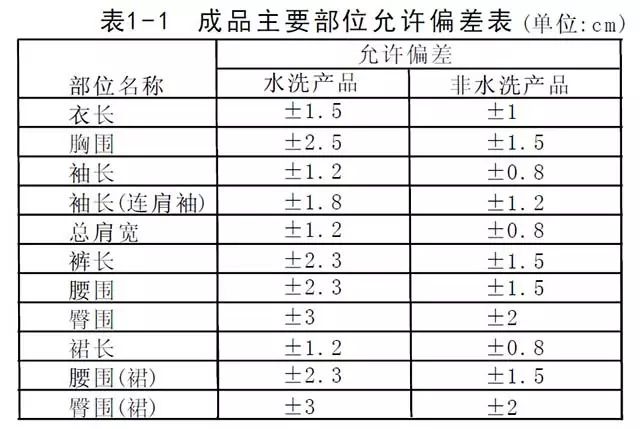
ČÎđĪIŧŊÅúÁŋ·þŅbÉúŪaß^ģĖÖÐŌÔž°ÔÚÉĖzŧōÍâŲQģöŋÚzōÖÐķž·ĮģĢŨĒŌâģÉŌ ŌļņĩÄĘī_ÐÔÅcŌŧÖÂÐÔĢŽŌēūÍĘĮÕfđĪIŧŊÅúÁŋ·þŅbÉúŪaŨãÃüî}ÔOÓĢŽÏČķĻÔžĩÄ ģÉŌÂŌļņĢŽČŧšóÔŲīōÓĄĒÖÆŨũĄĢģÉŌÂŌļņĩÄÖÆķĻÔÚČäNrĢŽŋÉŌÔŌÔ1998Äę6ÔÂ1ČÕ ÆðĘĐĩÄÐÂĩÄøžŌ·þŅbĖÐÍËĘéŌĀþĢŽÍâŲQ·þŅbÍĻģĢÖą―ÓÓÉŋÍôĖáđĐŧō Ēŋžģö ŋÚúĩÄ·þŅbŌļņËĘĢŽēĒūųÓÐŌŧķĻĩÄ·þŅbŌļņđŦēîËĘĢŽģŽß^ŧōß_ēŧĩ―·þŅbđŦēî ËĘ·ķúČĩÄ·þŅbĢŽžīĘđ·þŅbÔÚÆäËû·―ÃæĩÄÆ·Ų|ĘĮŨîšÃĩÄĢŽūųËãēŧšÏļņŪaÆ·ĢŽŌŠ Įó·ĮģĢĀļņĄĢČįÔÚGB 2660…1889ÖÐĢŽŌrÉĀģÉÆ·ÖũŌŠēŋÎŧŌļņOÏÞÆŦēîŌķĻČįąí1 ËųĘūĄĢąí11ģÉÆ·ÖũŌŠēŋÎŧŌļņÔĘÔSÆŦēîąí (ÎÎŧĢšcm)
ÔÚģÉŌÂÉúŪaÖÐĢŽÓÉÓÚđĪËÉÏĩÄŌŠĮóĢŽÍĻģĢÃæÁÏēŧŌŧķĻÏČßMÐÐîAŋsĖĀíĢŽķøĘĮ ÔÚŨöģÉģÉŌšóÔŲČĨßMÐÐËŪÏīĄĒĘŊŋŧōÉ°ÏīĖĀíĢŽīËrĩÄģÉŌÂŌļņŋÉÄÜÓÉÓÚÃæÁÏĘÜ ļũžÓđĪđĪËĩÄÓ°íŪaÉúĘÕŋsķøŨÐĄĄĢŌōīËĢŽÔÚÖÆŨũÓ°årĢŽéÁËąĢŨCŨî―KģÉŌÂŌ ļņÔÚŌķĻĩÄ·þŅbđŦēî·ķúČĢŽÓ°åŌļņūÍąØíÔÚģÉŌÂŌļņĩÄŧųĩAÉÏžÓ·ÅŌŧķĻĩÄÁŋĢŽ žīÍĻģĢĮérÏÂÓ°åŌļņēŧĩČÓÚģÉŌÂŌļņ,ëHÉúŪaÖÐēÉÓÃÏČÓËãÓ°åŌļņ(ÖÆDŌļņ)ĢŽ ÔŲßMÐÐÖÆDĄĢÓ°åŌļņĩČÓÚģÉŌÂŌļņžÓÉÏÃæÁÏŋsÂĘšÍđĪËpšÄÂĘĄĢ
ĢĻķþĢĐ.ŋsÂĘ
ŋsÂĘ°üĀĻŋsËŪÂĘ(ËŪÏīŋsÂĘĄĒÉ°ÏīŋsÂĘ)ĄĒŨÔČŧŧØŋsÂĘĄĒŋpÖÆŋsÂĘĄĒėŲ CŋsÂĘĩČ ĩČĄĢ
1.ŋsËŪÂĘ
ŋsËŪÂĘÅcÃæÁÏĩÄĀwūSĖØÐÔĄĒ―Mŋ―YĄĒÉúŪažÓđĪđĪËß^ģĖĩČÓÐÖøÃÜĮÐęPÏĩĄĢļũ ·NĀwūSĩÄÎüņÐÔÄÜķžēŧŌŧÓĢŽ·ēĘĮÎüņšÃĩÄĀwūSĢŽÍĻģĢŋsËŪÂĘūÍīóĢŽČįÃÞēžĄĒ―z ūIĩČÃæÁÏĢŽ·īÖŪĀwūSÎüņēîĢŽÃæÁÏĩÄŋsËŪÂĘŌēÝ^ÐĄĢŽČįėū]ÃæÁÏĄĢŋÎï―YĩÄūo ÃÜŧōÏĄËÉŌēþÓ°íÃæÁÏĩÄŋsËŪÂĘĢŽŌŧ°ãÏĄËÉ―YĩÄÃæÁÏŌŠąČūoÃÜ―YĩÄÃæÁÏŋsËŪ ÂĘīóĄĢÁíÍâĢŽÃæÁÏÉúŪažÓđĪđĪËēŧŌŧÓĢŽÃæÁÏĩÄŋsËŪÂĘŌēēŧŌŧÓĄĢŌōīËļũîÃæÁÏ ĩÄŋsÂĘÓÐīóÓÐÐĄĢŽžīĘđĘĮÍŽÓŌļņĩÄÃæÁÏĢŽÓÉÓÚŪaĩØĄĒÉúŪaSžŌž°ÉúŪaČÕÆÚĄĒēÉ ÓÃĩÄžÓđĪđĪËēŧÍŽĢŽŋsËŪÂĘŌēþÓÐËųēîeĢŽķøĮŌ―ūÏōĩÄŋsËŪÂĘŌēēŧŌŧÓĢŽžīÖą ―zÅcM―z·―ÏōĩÄŋsËŪÂĘŌŧ°ãēŧŌŧÖÂĄĢÍĻģĢĘĮÖąÁÏĩÄŋsÂĘŌŠīóÓÚMÁÏĢŽŌōéÔÚŋÔė ž°ÓĄČūžÓđĪß^ģĖÖÐĢŽ―žĘÜĩ―ĩÄĀÉėÁĶŌŠīóļÉūžĄĢ
2.ŨÔČŧŧØŋsÂĘ
ŨÔČŧŧØŋsÂĘĘĮÓÉÓÚļũ·NÃæÁÏÔÚŋÔėĄĒÓĄČūĩČÉúŪažÓđĪß^ģĖÖÐĢŽĘÜĩ―ŌŧÏĩÁÐĩÄ CÐĩĀÉėĢŽĘđÃæÁÏŪaÉúŌŧķĻĩÄÉėéLēĒÐÎģÉÁËŌŧķĻĩÄČŠÁĶĢŽŪÃæÁÏ―ēÞôŨģÉēà ƎŌÔšóĄĢÓÉÓÚÏûģýÁËžsĘøÁĶĢŽÃæÁÏþÓÐŌŧŨÔČŧŧØŋsĩÄß^ģĖĄĢČį―zūIÃæÁÏČôģö SūÍēÞôĢŽŨÔČŧŧØŋsÂĘūÍÉÔīóĢŽëSÖørégĩÄÍÆŌÆĢŽÓÉÓÚČŠÁĶĩÄÖðē―ÏûģýĢŽŨÔČŧ ŧØŋsÂĘþÖðē―pÐĄĢŽß@ūÍĘĮéĘēÃīÓÐršōÓÃÍŽÓĩÄÓ°åíÖÆŨũ―zūI·þŅbĢŽëSrég ĩÄÍÆŌÆĢŽģÉŌÂŌļņþÖðuŨīóĩÄÔŌōĄĢÁíŌŧ·―ÃæÓÉÓÚÃæÁÏÔÚäÁÏrūßÓÐŌŧķĻĩÄ ÁĶĢŽĖØeĘĮÐÔšÃĩÄÃæÁÏĢŽąMđÜÎŌŌŠĮóäÁÏÁĶšÜÐĄĢŽĩČēÞôĩķŌŧēÃÏÂŌÂÆŽĢŽ ČÔČŧþÓÐŌŧÐĐŨÔČŧŧØŋsÂĘĄĢÍŽÓĢŽéÁËąĢŨCģÉŌÂŌļņĩÄĘī_ĢŽÔÚÖÆŨũÓ°årÐčŋž ]ŨÔČŧŧØŋsÂĘĩÄÓ°íĄĢĩŦÓÐrÃæÁÏŅØÐą―z·―ÏōēÞôĢŽēÃÏÂŌÔšó·īķøþŨÔČŧÉėéLĢŽ ß@rÐčŌŠÔÚÖÆŨũÓ°årpÐĄģßīįĄĢ
3.ŋpÖÆŋsÂĘ
ŋpÖÆŋsÂĘĘĮÖļÃæÁÏ―ß^ŋpÖÆžÓđĪšóĢŽŋpŋÚŪaÉúĩÄéLķČŋsķĖĄĢËüÅcŋpŋÚĩÄÐÎ î (Æ―ŋpĄĒđīšŋpĄĒíČĨŋpĄĒ°üŋpĩČĢĐĄĒŋpūÁĶĄĒšÄ_ÁĶĄĒÃæÁÏÐÔÄÜĩČÓÐÝ^īóĩÄ ęPÏĩĄĢŌŧ°ãĘĮŋpžxūūÔ―ķāĢŽŋpŋsÔ―īóĢŽČįūëpūĩÄŋsÂĘŌŠīóÓÚūÎūĩÄĢŧŋpū ÁĶĄĒšÄ_šÁĶÔ―ÐĄĢŽŋpŋsūÍÔ―ÐĄĢŧÃæÁÏÔ―ąĄĄĒ―YÔ―ÏĄËÉĢŽŋpŋsūÍÔ―īóĄĢ
4.ėŲ CŋsÂĘ
ėŲ CŋsÂĘĘĮÖļÔÚ·þŅbžÓđĪß^ģĖÖÐÓÉÓÚĘÜĩ―áņĩÄŨũÓÃ(ėŲ C)ķøŪaÉúĩÄŋsÂĘĄĢėŲ CŋsÂĘÖũŌŠÅcÃæÁÏĩÄÐÔÄÜÓÐęPĢŽīóēŋ·ÖÃæÁÏ―ėŲ CšóþŪaÉúĘÕŋsĢŽĮŌÖą―zÅcM―z ·―ÏōŌŧ°ãŋsÂĘēŧÍŽĢŽŌēÓÐÉŲÁŋĩÄÃæÁÏ―ėŲ Cšó·īķøþŪaÉúÉėéLĩÄŽFÏóĄĢÆäÔĀíŋÉ ÔŌĄķžŋēÄÁÏWĄ·ž°Ąķ·þŅbēÄÁÏWĄ·ĩČøĄĢ
5.ÆäËûŋsÂĘ
·þŅbģÉÆ·ÔÚÕû CÖŪšóŌŠßMÐÐzōĄĒÐÞÕýĄĒ°üŅbĩČđĪŨũĄĢzōĄĒÐÞÕý·þŅbĮ°šó ÍĻģĢŌŠėÔÚŌžÜÉÏĢŽŧōÕß·þŅb°üŅbÐÎĘ―ēÉÓÃėŅbĩÄÔĢŽÄģÐĐÃæÁÏÓÉÓÚŨÔÖØĩÄŨũÓà þĘđéLķČ·―ÏōŪaÉúÉėéLĢŽķøūķČ·―ÏōĘÕŋsĢŽČįČËÔėĀwūSÃæÁÏĩČĄĢĶÓÚÕÛŊB°üŅbĢŽ ÐčŌŠÕÛŊBÕûýRÆ―ÕûĢŽŪÕÛÞDšóÔŲīōé_rČÝŌŨÆð°ķøŋsÐĄģßīįĢŽËųŌÔßÐčŌŠßmŪŋž ]ÕÛÞDĩÄÓ°íĄĢÁíÍâĢŽÓÉÓÚÃæÁÏūßÓКņķČĢŽģÉŌÂÔÚūķČ·―ÏōyÁŋrģßīįŌēŌŠŨÐĄĢŽ ĖØeĘĮŌÂÆŽ·ÖļîÝ^ķāĩÄŋîĘ―ĢŽÐčŌŠŋž]ÕÛÞDĩÄÓ°íĄĢ
ŌÔÉÏÓÕÁË·þŅbđĪIÖÆ°årÓ°íŋsÂĘĩÄŌōËØĢŽëHÉúŪaÖÐÓÉÓÚÃæÁÏĄĒđĪËĩČ ŌōËØĩÄūCšÏÓ°íĢŽĮérßþļüÍësĢŽĩŦĘĮēŧŋÉÄÜŌŧíŌŧíĩØČŦēŋČĨÓËãyķĻĢŽđĪSÍųÍųĘĮēÉÓÃŌÔÏÂÉ·NÞk·Ļí―âQŋsÂĘî}ĄĢ
(1)ÃæÁÏ―âQ
ÃæÁÏîAŋsĢŽŌŧ°ãļßnĩÄ·þŅbĄĒŌŠĮóĶlĶļņĩÄ·þŅbÔÚÖÆŨũĮ°ŌŠÏČÓÃîAŋsCîA ŋsÃæÁÏĢŽēĒ·ÅÖÃŌŧķĻrégĢŽŨÃæÁÏÔÚēÞôĮ°ĩÃĩ―ģä·ÖŧØŋsĄĢ
(2)Ó°å―âQ
ŋs·ÅÓ°åĄĢÔÚīō°åĮ°ÏČŋīÃæÁÏĢŽēĒ―YšÏÖÆŨũđĪËĢŽŋž]ŋsÂĘĩÄīóÐĄĢŽßmŪŋs ·ÅÓ°åĄĢ
ĒŲ.ļųþŌÔÍųĩÄ―ōĢŽīóÖÂī_ķĻŋsÂĘĩÄīóÐĄĄĢČį11216Ė12mĢŊmëÁĶžĢŽģÉŌÂÉ° ÏīrĢŽÖą―zŋsÂĘžsé6ĢĨĢŽM―zŋsÂĘžsé1.5ĢĨĩČĄĢ
ĒÚ.ēÉÓÃyÔÃæÁÏĩÄÞk·ĻĄĢČįÄģŋîŅŅbēÉÓÞÃÞžŋĻÃæÁÏĢŽÐčŌŠģÉŌÂÉ°ÏīĢŽķø ÔÃæÁÏŌÔĮ°ÉÐÎīžÓđĪß^ĢŽtŌŧ°ãēÉÓÃĒÃæÁÏŨöšÃËÓĢŽËÍĩ―É°ÏīSČĨÉ°ÏīĖĀíĢŽ ČŧšóyÁŋÆäÖąĄĒMÁÏĩÄŋsÂĘĢŧīó CŋsÂĘŌēēÉÓÃÍŽÓĩÄÞk·ĻĢŽŨöšÃËÓĢŽīó CÃæÁÏĢŽ yÁŋŋsÂĘĄĢ
ļųþđĀËãŧōyÔĩ―ĩÄŋsÂĘĢŽŨũéÓËãÓ°åģßīįĩÄŌĀþĢŽÔŲŋž]ŋpÖÆĩČÆäËûđĪ ËĩÄÓ°íĄĢËãšÃÓ°åģßīįĢŽžīŋÉÖÆ°åĄĢČŧšóÔÓŌÂĢŽÔŲļųþÓŌÂíšËĶģÉŌÂŌļņĢŽ ÐÞÕýÓ°åĢŽŨũéÅúÁŋÉúŪaßMÐÐÍÆnĩÄÖÐÐÄÓ°åĢŽŧō·QÄļ°åĄĒËĘÓ°åĄĒŧųĘÓ°å ĩČĄĢ
ŋÖŪĢŽŋsÂĘÔÚđĪSëHÉúŪaÖÐĘĮŌŧąČÝ^î^ĖÛĩÄî}ĢŽÓÐrþÓÉÓÚēŧÍŽÜégĄĒ ēŧÍŽ°ā―MĩÄđĪËÂÔÓÐēŧÍŽĢŽŧōÕßÜđĪÖŪégžžÐgËŪÆ―ĩÄēîŪĢŽÓÃÍŽŌŧÓ°åŨöģÉĩÄģÉ ŌÂĢŽŌļņŌēþÓÐËųŨŧŊĢŽËųŌÔÔÚÅúÁŋÉúŪarąØíĀļņ°īÓ°åž°đĪËßMÐÐÉúŪaĢŽŌÔ ĘđģÉŌÂŌļņÔÚŌķĻĩÄđŦēî·ķúČĄĢ
ĢĻČýĢĐÓ°åÖÆDŌŠĮó
ČįĮ°ËųĘöĢŽ·þŅbĩÄΞþÖÆŨũ(éTŅb)ÍųÍųÖą―ÓÔÚŌÂÁÏÉÏßMÐÐÖÆDĢŽēĒëSžīžôēÃģÉ ŌÂÆŽšÍļũÁãēŋžþĄĢÓÐréD·―ąãĢŽßŋÉÏČēÃīóÆŽĢŽēĒßMÐÐēŋ·ÖŋpÖÆĢŽķøšóÔŲēÃÄģ ÐĐÁãēŋžþĢŽÔŲßMÐÐŋpÖÆĢŽŌÔī_ąĢļũēŋžþégŅbÅäĩÄĘī_ÐÔĄĢĀýČįĢŽÔÚÖÆŨũÎũŅrĢŽ ŋÉēÉÓÃÏČēÃËÄīóÆŽž°ŋÚīüËųÐčŌŠĩÄÁãēŋžþßMÐÐŋpÖÆĢŽšrēŧžôēÃŅüî^ĢŧČŧšóÔŲēà ÆäËûēŋžþĢŽēĒĀ^ĀmßMÐÐŋpÖÆĄĢÓÖČįŌrŌÂĩÄÖÆŨũĢŽŋÉēÉÓÃŅbîIĮ°ÏČÁŋîIŋÚĩÄëHīó ÐĄĢŽÔŲēÃÅäîIĩČĄĢÍËŌŧē―ÖvĢŽžīĘđËųÓÐŌÂÆŽĄĒÁãēŋžþÍŽrÖÆDēÞôĢŽĩ―ŅbÅär°l ÓXÓÐÝ^īóÕ`ēîķøŅbēŧÉÏrĢŽŌēŋÉßMÐÐßmÁŋĩÄÕ{ÕûÅcÐÞļÄĢŽČįîIŨÓĄĒŅüî^ĄĒÐäĩČÔÚ ŅbÅäÓÐĀ§ëyrŋÉŌÔßMÐÐßmÁŋĩÄÐÞžôĄĢŌōééTŅbĩÄģßīįŌŠĮóÏāĶÝ^ĩÍĢŽŋÍôŨĒÖØĩÄ ĘĮīĐÖøšÏówĘæßmĢŽŌŧ°ãēŧþÓÝ^ūßówĩÄžđŌļņĄĢŌōīËéTŅbÖÆŨũēÉÓÃĩÄĘĮÔÚŧųąū MŨãŌļņŌŠĮóĩÄĮ°ĖáÏÂĢŽÔÚŋpÖÆß^ģĖÖÐŋÉÂÔŨũÐÞļÄĢŽĖØeĘĮļũÏāęPēŋžþĩÄŋpšÏÅä šÏÉÏŋÉŨũŌŧķĻÕ{ÕûĢŽËųŌÔéTŅbŨöŌÂÓГČý·ÖēÃĢŽÆß·ÖŨö”ĩÄÕf·ĻĢŽÕfÃũŋpÖÆÔÚÎ žþÖÆŨũß^ģĖÖÐĩÄÖØŌŠÐÔĢŽÏāĶĩØūÍ―ĩĩÍÁËÖÆDĩÄŌŠĮóŌÔž°ļũÁãēŋžþÖŪĩÄÅäšÏŌŠ ĮóĩČĄĢ
·þŅbīóđĪIÉúŪaÓÉÓÚĘĮÅúÁŋÉúŪaĢŽēŧŋÉÄÜŌŧžþŌŧžþĩØÓēÞôĢŽļüēŧŋÉÄÜēÉÓà ÏČēÞôīóÆŽ,ķøšóŋpÖÆ,ÔŲÅäÁãēŋžþĩÄÞk·Ļ.ß@ĘĮŌōé:
ĩÚŌŧĄĒÓÉÓÚÃæÁÏÍųÍųþīæÔÚÉŦ ēî,ĖØeĘĮÎÉŦÃÞēž,―zūIÃæÁÏ,ËųŌÔąMÁŋĒŌŧžþŌ·þÅÅÔÚŌŧÆð,ēĒēÉÓÃąÜÃâÉŦēîĩÄÅÅ ÁÏžžÐgīëĘĐ,ÅÅÁÏŌŧķĻŌŠŌŧÆðÅÅ,ēŧÔĘÔSÓÐÁãēŋžþßzÍü,žīĘđĘĮŌŧÐĄņáķžēŧÐÐĄĢŌōé ÔÚÅäÆŽr,ÅäÉŦþ·ĮģĢĀ§ëyĄĢ
ĩÚķþĄĒ·þŅbđĪIÉúŪa·ĮģĢŨĒÖØĘĄÁÏ,ÔÚÄŋĮ°ĩÄžÓđĪÎÖÐÓČ éÖØŌŠ,ÍŽÓŌŠĮóËųÓÐĩÄŌÂÆŽÅcÁãÁÏŌŧÆðšÃĢŽŌŧÆðÅÅÁÏÏÂēÃĄĢ
ĩÚČýĄĒđĪIŧŊÉúŪaĘĮÁũËŪŨũIĢŽļũĩĀđĪÐōūųÓÐÃũī_ĩÄ·ÖđĪēĒÓÉēŧÍŽĩÄđĪČËđēÍŽÍęģÉģÉŌÂĢŽžÓđĪģÉŌÂŌļņŌŠĮó·ĮģĢĀļņĢŽēŧÔĘÔSČËëSąãžÓŌÔÐÞžôÕ{ÕûĢŽËŨ·Q“ŋpđĪēŧÓžôĩķ”ĢŽ·ņtŌŧČËÐÞžôģÉŌŧÓĢŽēŧĩŦŌļņëyŌÔąĢŨCĢŽķøĮŌÔėÐÍŌēþēŧŌŧÖÂĢŽđĘļũĩĀđĪÐōÖŧÄÜ°īÕÕÓ°åž°đĪËÎĄĒđĪËŌŠĮóíĀãĄĖÐÐĢŽß@ÓūÍŌŠĮóÓ°åĘī_oÕ`ĢŽ·ņt“ÉÏÁšēŧÕýÏÂÁšÍá”ĢŽÔÚžÓđĪß^ģĖÖÐÕ`ēîþĀÛ·eÆðíĢŽÔ―íÔ―īóĄĢ
óĘËÄĢŽÓÉÓÚđĪIŧŊÉúŪa―ģĢēÉÓÃÏČÖÆŨũĄĒšóģÉŌÂĖĀíĩÄđĪËĢŽČįŌŠßMÐÐģÉŌÂÉ°ÏīĄĒËŪÏīĄĒĘŊÄĨĩČĢŽÓÉÓÚŌÂÆŽŅbÅäÔÚŌŧÆðĩÄÔSķāĩØ·―ĢŽ―zŋ|·―ÏōēŧąMÏāÍŽĢŽŋsÂĘŌēūÍēŧŌŧÖÂĢŽß@ūÍŌŠĮóÔÚīōÓrĘÂÏČžÓŌÔŋž]ĢŽŌÔąĢŨCēŋžþégŅbÅäĩÄĘī_ž°ģÉŌÂĩÄÆ·Ų|ĢŽČįģÉŌÂÉ°ÏīĩÄ―zūIŌrÉĀĢŽÆäÓ°åĩÄÐäÁþŧĄū·īķøŌŠąČÐäÉ―ŧĄūéLĢŽÔŌōĘĮÐäÁþĩÄÖą―zēŋ·ÖÅcÐäÉ―ĩÄM(Ðą)―zēŋ·ÖŅbÅäÔÚŌŧÆðĢŽÉ°ÏīšóÐäÁþĩÄÖą―zēŋ·ÖąČÐäÉ―ĩÄM(Ðą)―zēŋ·ÖĘÕŋsīóĢŽđĘīōÖÆÓ°årŌŠĒÐäÁþĩÄÖą―zēŋ·ÖļųþŋsÂĘÂÔ·ÅéLĢŽŌÔąĢŨCÐäÁþÅcÐäÉ―ĩÄŅbÅäĘī_ž°É°ÏīšóÕûÐäÁþŌļņ·ûšÏģÉŌÂŌļņĩÄŌŠĮóĄĢ
ŋÖŪĢŽđĪIÓ°åĩÄÖÆDŌŠĮó·ĮģĢļßĢŽēĒŌŠĮóÃæŨÓĄĒĀïēžĄĒÕģšÏŌrĄĒČŌrÓ°å ĩČŌŧÆðīōÖÆšÃĢŽēŧÄÜÓÐČΚÎßzÂĐĢŽŌŠĮóŨОĢŽļũēŋžþÖŪĩÄŅbÅäŌŠĮóĘÂÏČŌŠŋØÖÆ Ęī_ĢŽČįîIŨÓÅcîIČĶĄĒÐäŨÓÅcÐäÁþĩČĄĢĖØeĘĮģÉŌÂÓКóĖĀírĢŽÖÆDĩÄŌŠĮóļüļßĢŽ ČįžÃÞ·þŅbŌŠËŪÏīĄĒ―zūI·þŅbŌŠģÉŌÂÉ°ÏīĩČĩČĄĢđĪIÓ°åÔÚģßīįÐÎ îĩČ·―ÃæÅcŌŧ °ãĩÄ·þŅb―YÖÆDž°éTŅbĩÄÖÆDÓÐÝ^īóĩÄēîeĢŽÄøąūÉÏÄÃíĩÄ·þŅb―YDŨĄÍų ēŧÄÜÖą―ÓŠÓÃĄĢ
ĢĻËÄĢĐęPÓÚÐĄÓ°å
đĪIŧŊ·þŅbÉúŪaÍųÍųĘĮÓÉēŧÍŽĩÄÜégĄĒēŧÍŽĩÄ°ā―MĄĒēŧÍŽĩÄđĪČËđēÍŽíÍęģÉ ÍŽŌŧŋîĘ―ÉõÖÁĘĮÍŽŌŧŌļņĩÄ·þŅbĢŽķøÔÚļũĩĀđĪÐōĩÄžÓđĪß^ģĖÖÐŧōķāŧōÉŲþÓÐŌŧÐĐ Õ`ēîĢŽČįÓŋÉÄÜÓÐÕ`ēîĢŽÔÚēÃīēÉÏēÞôrŋÉÄÜþÆŦĩķĢŽžīĘđÃæÁÏÏāÍŽŋsÂĘŌēēŧ ŌŧķĻÍęČŦÏāÍŽĢŽŋpÖÆrŌēþÓÐÕ`ēîĄĢéąĢŨCģÉŌÂŌļņĩÄĘī_ž°ÔėÐÍĩÄŌŧÖÂÐÔĢŽģý ĀļņĖÐÐđĪËēŲŨũŌģĖÍâĢŽÐčŌŠÔÚŋpÖÆß^ģĖÖÐēÉČĄŌŧķĻĩÄžžÐgīëĘĐĢŽž°rßMÐÐÕ{ ÕûĢŽß@ūÍÐčŌŠÔSķāÐĄÓ°åßMÐÐŋØÖÆĢŽūßówŌŠÓÉŋpÖÆÜégĀïĩÄÐĄ CđĪ(ŨĀ°åđĪ)íÍę ģÉĢŽ·ņtÍŽŋîĩÄŌŧ°Ųžþ·þŅbŋÉÄÜþŨģÉŌŧ°ŲÓŨÓĄĢĀûÓÃÔSķāÐĄÓ°åĢŽēŧđÜÓÉÕl íÖÆŨũĢŽķžÄÜÖÆŨũģöÍŽŌŧŌļņĄĒÍŽŌŧÔėÐÍĄĒÍŽŌŧŲ|ÁŋŌŠĮóĩÄ·þŅbĢŽžīËĘŧŊĄĒŌŧ ÖÂÐÔĄĢŪČŧÍŽrßÓÐÓÃÏņđĪËÎĩČžžÐgīëĘĐížÓŌÔŋØÖÆĄĢ
ÐĄÓ°åĩÄÖÆŨũĘÜĩ―ũ―yÁTĄĒÉúŪažÓđĪđĪËĄĒ·þŅbŋîĘ―ĄĒÔOäž°ÃæÁÏĩČÓ°íĢŽ žīĘđĘĮÍŽŌŧŋî·þŅbÔÚēŧÍŽ·þŅbđŦËūĄĒSžŌÖÆŨũrþÂÔÓÐēŧÍŽĢŽąČÝ^ė`ŧîĢŽĩŦÆäŨî ―KÄŋĩÄĘĮŌŧÖÂĩÄĢŽžīąĢŨCģÉŌÂŌļņž°ÔėÐÍĩÄŌŧÖÂÐÔšÍĖáļßÉúŪaЧÂĘĄĢŌŧ°ãíÕfĢŽ ģÉŌÂŲ|ÁŋĄĒŌļņŌŠĮóÔ―ļßĢŽžÓđĪÔ―ŨОĢŽÐĄÓ°åūÍÔ―ķāĄĢ·īÖŪĢŽÔÚéTŅbΞþÖÆŨũ ÖÐĢŽÍųÍųÖŧīæÔÚŨÔÉíĩÄŨóÓŌĶ·QÐÔĢŽÓÐĩÄÉõÖÁßBŌŧKÐĄÓ°åķžŋÉŌÔēŧÓÃĄĢ
ĢĻÎåĢĐÓ°åŋp·ÝžÓ·Åž°DĘūÕfÃũ
ŋp·ÝīóÐĄÖũŌŠČĄQÓÚ·þŅbŋîĘ―ĄĒÉúŪađĪËž°ÃæÁÏÐÔÄÜĄĢČįĮ°ËųĘö, ģÉŌÂŌļņŌŠ ĮóÝ^ĀĢŽČįŋp·ÝÉÔÓÐÕ`ēîĢŽūÍþĘđģÉŌÂŌļņģŽģöđŦēîËĘ·ķúĄĢĖØeĘĮģöŋÚÍâŲQ·þ ŅbĢŽČôŌļņēŧ·ûĢŽūÍģÉéēŧšÏļņŪaÆ·ĄĢČįŅŅbŌŧ°ãÓÉ4īóÆŽ―MģÉĢŽŅüÍÎĖđēÓÐ8lŋp ŨÓ,ķøĮŌßÓКóĘĄĄĒĮ°ņÞĩČÓ°íĢŽČįđûÃŋlŋpŨÓÕ`ēîO.3cmĢŽĀÛžÓÆðíūÍÓÐ2.4cmĢŽ ßhßhģŽß^ÁËøžŌËĘŅüúËųÔĘÔSĩÄđŦēî·ķú(±1.5cm)ž°ÍÎúËųÔĘÔSĩÄđŦēî·ķú (±2cm)ĄĢŌōīËĘŨÏČĘĮŌŠÔÚÓ°åÖÆŨũĘī_ĩÄĮ°ĖáÏÂĢŽ°īŋÍôŧōÔOÓĩÄŌŠĮóĢŽÕýī_·Å ŋpĢŽĘī_ĩØī_ķĻļũ·NĘĄĩĀĄĒÕÛņÐĩČĩÄÎŧÖÃÅcīóÐĄĄĢÆäīÎąØíÔÚžÓ(Ó°å)ÉÏĮåģþĩØ ąíĘūģöíĢŽēÉÓÃĩÄ·―·ĻÓÐDĘūÕfÃũž°ÎÄŨÖÕfÃũÉ·NĢŽČįī_ķĻŋp·ÝīóÐĄĢŽĘĄĩĀīóÐĄ ž°ĩķŅÛÎŧĄĒÕÛņÐīóÐĄĄĒÕÛŊB·―ÏōĩČĩČĄĢß@ÓĢŽĘđÔÚļũĩĀđĪÐōÖÐĩÄđĪŨũČËTÓÐþŋÉ ŅĢŽĮåģþĄĒĘī_ĄĒ·―ąãĩØßMÐÐÉúŪaĄĢ
ĢĻÁųĢĐÏĩÁÐŧŊ·þŅbđĪIÓ°å
ģÉŌÂĘĮŌŧ·NÉĖÆ·ĢŽŌŠĮóÍŽÓŋîĘ―ĩÄ·þŅbÄÜßmŠļũ·NēŧÍŽÉíēÄšÍówÐÎĩÄīĐÖøŌŠ ĮóĢŽąMÁŋĘđÃŋČËķžÄÜŲIĩ―šÏšõŨÔžšówÐÎŌŠĮóĩÄ·þŅbĢŽß@ūÍÐčŌŠßMÐÐģÉŌÂŌļņÔO ÓĢŽÐÎģÉķā·NģÉŌÂŌļņĄĢÔÚ·þŅbđĪIÉúŪaÖÐĢŽČįĮ°ËųĘöĢŽÍâŲQģöŋÚ·þŅbŌŧ°ãÓÉŋÍ ôĖáđĐŧō ĒÕÕģöŋÚ·þŅbŌãĄËĘĄĢÎŌøtÍĻß^ĶēŧÍŽĩØ ^ĄĒëAÓĄĒÄęýgĩČĩÄÕ{ēé ŅÐūŋĩÄŧųĩAÉÏĢŽÖÆÓÁËÐÂĩÄøžŌ·þŅbĖÐÍËĘĢŽĘđģÉŌÂģÉéËĘŧŊĄĒÏĩÁÐŧŊŪaÆ·ĢŽ ŋÉßMÐÐģÉÅúđĪIŧŊÉúŪaĄĢÏāŠĩÄđĪIÓ°åĘĮēŧÍŽŌļņĩÄŌŧĖŨÏĩÁÐŧŊÓ°åĢŽÉŲĩÄÓÐ ŨÖŧŌļņĢŽķāĩÄß_ĘŪķāÖŧÉõÖÁĘĮŨĘŪÖŧŌļņĢŽŌōīËūÍÐčŌŠßMÐÐÍÆnĢŽŧō·QÍÆ°âĄĒ ·ÅīaĩČĄĢß@ĘĮŌŧížžÐgÐÔÝ^ĩÄđĪŨũĢŽŌēĘĮÍŽéTŅbÖÆŨũ ^eÝ^īóĩÄŌŧücĄĢ
ÐčŌŠķĻÖÆĄĒēÉŲđĪŨũ·þĄĒÚąĢ·þÏāęPŪaÆ·ž°ŲYÁÏĩÄÓÃôĢŽŋÉÜīōđŦËū·þÕáūĢš028-6141 6833ĢŧÎŌÆÚīýÄúĩÄíëž°ŨÉÔĢŽÄúĩÄMŌâĘĮÎŌ·þÕĩÄŨÚÖžĢŽÎŌĒ―ßÕ\éÄú·þÕĢĄ
ÉÏŌŧlĢšĩ°îŋėßfČëūÖ·þŅbÎïÁũđĐŠæ
ÏÂŌŧlĢšÏÄĖėīĐ\ÉŦĩÄŌ·þūÍēŧÎüáĢŽīĐÆðíūÍļüöËŽáĢŋŋīÍęß@ÆŠÎÄÕÂēÅÃũ°Ũ
·ĩŧØÁÐąí



