∑ĢĄ’üŠĺÄ£ļ028-6141 6833
–¬¬Ą÷––ń > –¬¬Ą‘Ē«ť
∑Ģ—bĻ§ėIė”įŚĶń∑÷ÓźľįŐōŁc
“Ľ°Ę∑Ģ—bĻ§ėIė”įŚĶń∑÷Óź
Ļ§ėIė”įŚĶń∑NÓźļ‹∂ŗ£¨ĺÕ∆š”√ÕĺĀŪ÷vīů÷¬Ņ…∑÷ěťīůė”įŚ°Ę–°ė”įŚ°Ę–ř∆¨ė”Ôą“‘ ľįņCĽ®”√Ņ¨Ľ®ė”įŚĶ»é◊∑N°£
1.īůė”įŚ
īůė”įŚ”÷∑Q√ęė”įŚ°Ę≤√ľŰė”įŚĶ»£¨“≤ĺÕ «‘ŕ≤√ī≤…ŌŇŇŃŌ°ĘĄĚė”°Ę≤√ľŰērňý”√Ķń ė”įŚ°£“Ľį„‘ŕ≤√ľŰ‹áťgņÔĎ™”√£¨ňŁ «Ī£◊C≥…“¬īů“éłŮ°Ę‘ž–ÕľįĻ§ňá÷∆◊ųĶń÷ų“™“ņďĢ Ňcėňú °£
ĺÕ∆šĹM≥…ĀŪ÷v£¨∑Ģ—b”…√ś≤ľ°ĘņÔ≤ľ°Ę“r≤ľ°ĘŐÓ≥šŃŌĶ»ĹM≥…°£ěť∑ņ÷Ļīůė”įŚĽžĀy°Ę ł„Śe£¨īůė”įŚ”÷Ņ…∑÷ěť£ļ
(1)√ś◊”ė”įŚ
“‘őų—běťņż£¨√ś◊”ė”įŚ”–«į∆¨°Ęā»∆¨°Ęļů∆¨°Ęíž√ś°ĘÓI◊”°Ęīů–š∆¨°Ę–°–š∆¨°Ę īůīŁ…w°Ę ÷ĹŪīŁįŚ°Ę«∂ĺÄė”įŚĶ»Ķ»°£
(2)ņÔ◊”ė”įŚ
Õ¨ė”“‘őų—běťņż£¨ņÔ◊”ė”įŚ”–«į∆¨ņÔ°Ęļů∆¨ņÔ°Ęā»∆¨ņÔ°Ęīů–š∆¨ņÔ°Ę–°–š∆¨ ņÔ°ĘīůīŁ…wņÔė”įŚĶ»Ķ»°£
(3)’≥ļŌ“r≤ľė”įŚ
’≥ļŌ“r≤ľė”įŚ»Á«į∆¨“r°ĘÓI“r°Ę∑≠’ŘĺÄ“r°Ę«į–šŃĢ“r°ĘīůīŁ…w“r°Ę ÷ĹŪīŁ“r°Ę «∂ĺÄ“r°Ęā»∆¨–šŃĢ“r°Ęļů∆¨–šŃĢ“r°Ęļů∆¨ľÁ“r°ĘŌ¬Ē[“rė”įŚĶ»Ķ»°£
(4)É»“rė”įŚ(√řė”įŚ)
É»“rė”įŚ»ÁŐÓ≥šŃŌ÷–Ķńáäńz√ř°ĘŽśĺ]√ř‘ŕ≤√ľŰēr Ļ”√Ķńė”įŚ°£
…Ō Ų√ś◊”ė”įŚ°ĘņÔ◊”ė”įŚ°Ę’≥ļŌ“r≤ľė”įŚľį√řė”įŚ£¨Õ®≥£Ď™∑÷Ąe÷∆įŚ£¨ģĒ»Ľ “≤”–ŌŗĽ•Õ®”√Ķń«ťõr£¨»Á√ś◊”ŇcņÔ◊”ė”įŚÕ®”√°Ę√ś◊”Ňc’≥ļŌ“r≤ľė”įŚÕ®”√Ķ»£¨Ķę ĪōŪö”√≤ĽÕ¨ĶńÓĀ…ęļÕőń◊÷ľ”“‘’f√ų°ĘÖ^∑÷°£
2.–°ė”įŚ
–°ė”įŚ”÷∑QÉŰė”įŚ°ĘĆćė”įŚĽÚ‹áĻ§ė”įŚ°Ę›o÷ķė”įŚĶ»£¨ «Ņ؆C°ĘŇŁľŰ°ĘĻīŅp°Ę ĺÉ√ųĺÄľį∂®őĽērňý”√Ķńė”įŚ£¨“Ľį„‘ŕŅp÷∆‹áťgľįļůĶņĻ§–Ú÷–ĶńśiŠĒ‹áťgņÔĎ™”√°£ ∆š≤ńŃŌŅ…”√”≤ľąįŚ°Ę…į∆§ľą£¨ĽÚ”√’≥…ŌüoľŹ“rĶń”≤∆§ľą£¨…ű÷Ń”√ŤF∆§Ķ»°£∆š÷ų“™ ńŅĶń «Ņō÷∆≥…“¬łų∑N”–“é∂®Ķń–°“éłŮ£¨Ī£◊C∑Ģ—b‘ž–ÕļÕ“éłŮĶń“Ľ÷¬–‘ľįėňú ĽĮ£¨ Õ¨ērŐŠłŖ∑Ģ—b…ķģaĶń–߬ °£»Á—Ě◊”—ŁÓ^°ĘÓI◊”°ĘŔNīŁ°ĘīŁ…w°Ę °Ķņ°Ę’ŘŮ–ľį—ĚťT ĹůĺÉĺÄĶń≤ŅőĽ£¨łųāÄľ~ŅŘőĽ÷√Ķńī_∂®£¨ŅŕīŁőĽ÷√Ķńī_∂®Ķ»°£
3.–ř∆¨ė”įŚ
–ř∆¨ė”įŚ «–ř’żłųÓź≤√∆¨ērňý”√Ķńė”įŚ°£“Ľį„‘ŕŅp÷∆‹áťgņÔĎ™”√£¨∆š÷ų“™ńŅ Ķń «ěťŃňĪ£◊C≥…“¬Ķńīů“éłŮ°Ę‘ž–Õ°ĘƶólƶłŮľįƶĽ®“™«ůĶ»°£»Á≤√∆¨Ĺõ’≥ļŌ“r’≥ ļŌļů”––©∂ÝŃŌēĢįl…ķ ’ŅsŇc◊É–ő£¨ěťŃňĪ£◊C≥…“¬Ķńīů“éłŮ£¨“™”√–ř∆¨ė”ĀŪ–ř’ż°£ »ÁĹzĺIőų—bĶń«į∆¨Ĺõ’≥“r’≥ļŌļůŪö”√–ř∆¨ė”ĀŪ–ř’ż°£”÷»Á≥…“¬…įŌīĹzĺI“r…ņ÷∆◊ų ērÕýÕý”…”ŕŖ^ľÁŇc«įļů∆¨ĶńĹzŅ|∑ĹŌÚ≤Ľ“Ľ÷¬£¨Ņs¬ ≤Ľ“Ľ÷¬£¨”–ērŖ^ľÁ≤…”√Ō»≤√√ę ∆¨°ĘÓAŅs£¨»Ľļů”√–ř∆¨ė”–ř∆¨Ķńřk∑®°£∆šňŻĶń»Á”–ƶólƶłŮ°ĘƶĽ®“™«ůĶń≤√∆¨Õý Õý“≤“™”√–ř∆¨ė”÷ū∆¨ĀŪ–ř’ż£¨Źń∂Ý Ļ∑Ģ—bĶńƶólƶłŮ°ĘƶĽ®Ķ»ú ī_üo’`°£
4.ņCĽ®”√Ņ¨Ľ®ė”įŚ
ņCĽ®”√Ņ¨Ľ®ė”įŚľī”√”ŕī_∂®ņCĽ®–ő†ÓļÕőĽ÷√Ķńė”įŚ°£
Ļ§ėIįŚ“Ľį„”…∑Ģ—bĻęňĺĽÚĻ§ŹSĶńľľ–g≤ŅťTōďōü÷∆◊ų,ľī”…ľľ–gŅ∆ĽÚľąė”∑Ņ(įŚ ∑Ņ)Ķńľľ–g»ňÜTĀŪÕÍ≥…°£÷∆∂®ė”įŚ «≥…“¬…ķģa÷–Ķń“ĽāÄ÷ō“™Ķńľľ–g≠hĻĚ,ė”įŚ“ĽĹõ ÷∆∂®,łųĶņĻ§–ÚĶńľ”Ļ§≤ŅťTĺýáņłŮįī’’ė”įŚĶń“™«ůŖM––ľ”Ļ§°£
ė”įŚĶńú ī_Ňc∑Ů£¨÷ĪĹ””įŪĎ≥…“¬Ķń“éłŮ°£
∂Ģ°Ę∑Ģ—bĻ§ėIė”įŚĶńŐōŁc
£®“Ľ£©.≥…“¬“éłŮŇcė”įŚ“éłŮ
‘ŕ∑Ģ—b÷–£¨≤√÷∆∑Ģ—b«į£¨ěť∑ņ÷Ļ≥…“¬“éłŮĶńŅs–°ľį∑Ģ—b≤ĽļŌ…Ū£¨ÕýÕý≤…”√√ś ŃŌÓAŅsĶńřk∑®°£»ÁŃ–≤ņ°Ę¬ťĶ»√śŃŌ≤…”√÷ĪĹ”∑Ň»ŽňģņÔĹĢŇ›Õł£¨Ńņł…ļů‘Ŕ≤√÷∆£ĽĹz ĺI√śŃŌ‘ŕ∑ī√śŖM––ł…†CÓAŅs£Ľ√ęńōŃŌŅ…≤…”√ĺýĄÚáäňģĽÚ…wňģ≤ľ†CŅs°£
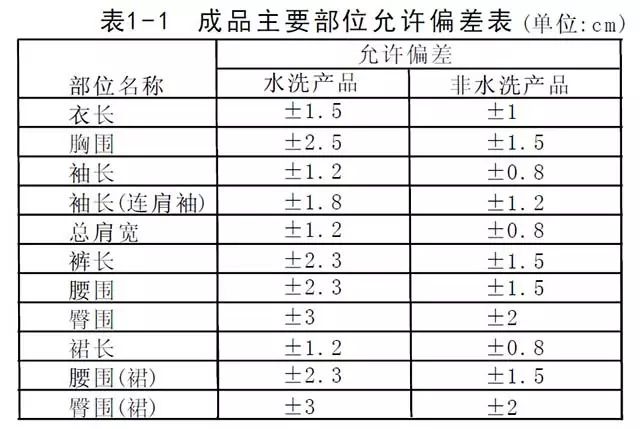
»őĻ§ėIĽĮŇķŃŅ∑Ģ—b…ķģaŖ^≥Ő÷–“‘ľį‘ŕ…ŐôzĽÚÕ‚ŔQ≥ŲŅŕôzÚě÷–∂ľ∑«≥£◊Ę“‚≥…“¬ “éłŮĶńú ī_–‘Ňc“Ľ÷¬–‘£¨“≤ĺÕ «’fĻ§ėIĽĮŇķŃŅ∑Ģ—b…ķģa◊„√ŁÓ}‘O”č£¨Ō»∂®‘ĒľöĶń ≥…“¬“éłŮ£¨»Ľļů‘ŔīÚė”°Ę÷∆◊ų°£≥…“¬“éłŮĶń÷∆∂®‘ŕÉ»šNēr£¨Ņ…“‘“‘1998ńÍ6‘¬1»’ ∆ūĆć ©Ķń–¬ĶńáÝľ“∑Ģ—bŐĖ–Õėňú ěť“ņďĢ£¨Õ‚ŔQ∑Ģ—bÕ®≥£÷ĪĹ””…ŅÕĎŰŐŠĻ©ĽÚÖĘŅľ≥Ų ŅŕáķĶń∑Ģ—b“éłŮėňú £¨≤Ęĺý”–“Ľ∂®Ķń∑Ģ—b“éłŮĻę≤Óėňú £¨≥¨Ŗ^ĽÚŖ_≤ĽĶĹ∑Ģ—bĻę≤Ó ėňú ∑∂áķÉ»Ķń∑Ģ—b£¨ľī Ļ∑Ģ—b‘ŕ∆šňŻ∑Ĺ√śĶń∆∑Ŕ| «◊Óļ√Ķń£¨ĺýň„≤ĽļŌłŮģa∆∑£¨“™ «ů∑«≥£áņłŮ°£»Á‘ŕGB 2660…1889÷–£¨“r…ņ≥…∆∑÷ų“™≤ŅőĽ“éłŮėOŌř∆ę≤Ó“é∂®»ÁĪŪ1 ňý ĺ°£ĪŪ11≥…∆∑÷ų“™≤ŅőĽ“éłŮ‘ ‘S∆ę≤ÓĪŪ (ÜőőĽ£ļcm)
‘ŕ≥…“¬…ķģa÷–£¨”…”ŕĻ§ňá…ŌĶń“™«ů£¨Õ®≥£√śŃŌ≤Ľ“Ľ∂®Ō»ŖM––ÓAŅsŐéņŪ£¨∂Ý « ‘ŕ◊Ų≥…≥…“¬ļů‘Ŕ»•ŖM––ňģŌī°Ę ĮŅėĽÚ…įŌīŐéņŪ£¨īňērĶń≥…“¬“éłŮŅ…ń‹”…”ŕ√śŃŌ ‹ łųľ”Ļ§Ļ§ňáĶń”įŪĎģa…ķ ’Ņs∂Ý◊É–°°£“Úīň£¨‘ŕ÷∆◊ųė”įŚēr£¨ěťŃňĪ£◊C◊ÓĹK≥…“¬“é łŮ‘ŕ“é∂®Ķń∑Ģ—bĻę≤Ó∑∂áķÉ»£¨ė”įŚ“éłŮĺÕĪōŪö‘ŕ≥…“¬“éłŮĶńĽýĶA…Ōľ”∑Ň“Ľ∂®ĶńŃŅ£¨ ľīÕ®≥£«ťõrŌ¬ė”įŚ“éłŮ≤ĽĶ»”ŕ≥…“¬“éłŮ,ĆćŽH…ķģa÷–≤…”√Ō»”čň„ė”įŚ“éłŮ(÷∆ąD“éłŮ)£¨ ‘ŔŖM––÷∆ąD°£ė”įŚ“éłŮĶ»”ŕ≥…“¬“éłŮľ”…Ō√śŃŌŅs¬ ļÕĻ§ňáďpļń¬ °£
£®∂Ģ£©.Ņs¬
Ņs¬ įŁņ®Ņsňģ¬ (ňģŌīŅs¬ °Ę…įŌīŅs¬ )°Ę◊‘»ĽĽōŅs¬ °ĘŅp÷∆Ņs¬ °ĘžŔ†CŅs¬ Ķ» Ķ»°£
1.Ņsňģ¬
Ņsňģ¬ Ňc√śŃŌĶńņwĺSŐō–‘°ĘĹMŅóĹYėč°Ę…ķģaľ”Ļ§Ļ§ňáŖ^≥ŐĶ»”–÷Ý√‹«–ÍPŌĶ°£łų ∑NņwĺSĶńőŁĚŮ–‘ń‹∂ľ≤Ľ“Ľė”£¨∑≤ «őŁĚŮļ√ĶńņwĺS£¨Õ®≥£Ņsňģ¬ ĺÕīů£¨»Á√ř≤ľ°ĘĹz ĺIĶ»√śŃŌ£¨∑ī÷ģņwĺSőŁĚŮ≤Ó£¨√śŃŌĶńŅsňģ¬ “≤›^–°£¨»Áúžĺ]√śŃŌ°£ŅóőÔĹYėčĶńĺo √‹ĽÚŌ°ň…“≤ēĢ”įŪĎ√śŃŌĶńŅsňģ¬ £¨“Ľį„Ō°ň…ĹYėčĶń√śŃŌ“™Ī»ĺo√‹ĹYėčĶń√śŃŌŅsňģ ¬ īů°£ŃŪÕ‚£¨√śŃŌ…ķģaľ”Ļ§Ļ§ňá≤Ľ“Ľė”£¨√śŃŌĶńŅsňģ¬ “≤≤Ľ“Ľė”°£“ÚīňłųÓź√śŃŌ ĶńŅs¬ ”–īů”––°£¨ľī Ļ «Õ¨ė”“éłŮĶń√śŃŌ£¨”…”ŕģaĶō°Ę…ķģaŹSľ“ľį…ķģa»’∆ŕ°Ę≤… ”√Ķńľ”Ļ§Ļ§ňá≤ĽÕ¨£¨Ņsňģ¬ “≤ēĢ”–ňý≤ÓĄe£¨∂Ý«“ĹõĺēŌÚĶńŅsňģ¬ “≤≤Ľ“Ľė”£¨ľī÷Ī ĹzŇcôMĹz∑ĹŌÚĶńŅsňģ¬ “Ľį„≤Ľ“Ľ÷¬°£Õ®≥£ «÷ĪŃŌĶńŅs¬ “™īů”ŕôMŃŌ£¨“Úěť‘ŕŅó‘ž ľį”°»ĺľ”Ļ§Ŗ^≥Ő÷–£¨ĹõľÜ ‹ĶĹĶńņ≠…žŹąŃ¶“™īůł…ĺēľÜ°£
2.◊‘»ĽĽōŅs¬
◊‘»ĽĽōŅs¬ «”…”ŕłų∑N√śŃŌ‘ŕŅó‘ž°Ę”°»ĺĶ»…ķģaľ”Ļ§Ŗ^≥Ő÷–£¨ ‹ĶĹ“ĽŌĶŃ–Ķń ôC–Ķņ≠…ž£¨ Ļ√śŃŌģa…ķ“Ľ∂®Ķń…žťL≤Ę–ő≥…Ńň“Ľ∂®ĶńɻϙѶ£¨ģĒ√śŃŌĹõ≤√ľŰ◊É≥…≤√ ∆¨“‘ļů°£”…”ŕŌŻ≥żŃňľs ÝѶ£¨√śŃŌēĢ”–“ĽāÄ◊‘»ĽĽōŅsĶńŖ^≥Ő°£»ÁĹzĺI√śŃŌ»ŰĄā≥Ų ŹSĺÕ≤√ľŰ£¨◊‘»ĽĽōŅs¬ ĺÕ…‘īů£¨ŽS÷ÝērťgĶńÕ∆“∆£¨”…”ŕɻϙѶĶń÷ū≤ĹŌŻ≥ż£¨◊‘»Ľ ĽōŅs¬ ēĢ÷ū≤Ĺúp–°£¨Ŗ@ĺÕ «ěť ≤√ī”–ērļÚ”√Õ¨ė”Ķńė”įŚĀŪ÷∆◊ųĹzĺI∑Ģ—b£¨ŽSērťg ĶńÕ∆“∆£¨≥…“¬“éłŮēĢ÷ūĚu◊ÉīůĶń‘≠“Ú°£ŃŪ“Ľ∑Ĺ√ś”…”ŕ√śŃŌ‘ŕšĀŃŌērĺŖ”–“Ľ∂®ĶńŹą Ѷ£¨ŐōĄe «Źó–‘ļ√Ķń√śŃŌ£¨ĪMĻ‹ő“āÉ“™«ůšĀŃŌŹąŃ¶ļ‹–°£¨Ķ»≤√ľŰĶ∂“Ľ≤√Ō¬“¬∆¨£¨ »‘»ĽēĢ”–“Ľ–©◊‘»ĽĽōŅs¬ °£Õ¨ė”£¨ěťŃňĪ£◊C≥…“¬“éłŮĶńú ī_£¨‘ŕ÷∆◊ųė”įŚēr–ŤŅľ Ď]◊‘»ĽĽōŅs¬ Ķń”įŪĎ°£Ķę”–ēr√śŃŌ—ō–ĪĹz∑ĹŌÚ≤√ľŰ£¨≤√Ō¬“‘ļů∑ī∂ÝēĢ◊‘»Ľ…žťL£¨ Ŗ@ēr–Ť“™‘ŕ÷∆◊ųė”įŚērúp–°≥ŖīÁ°£
3.Ņp÷∆Ņs¬
Ņp÷∆Ņs¬ «÷ł√śŃŌĹõŖ^Ņp÷∆ľ”Ļ§ļů£¨ŅpŅŕģa…ķĶńťL∂»Ņs∂Ő°£ňŁŇcŅpŅŕĶń–ő†Ó (∆ĹŅp°ĘĻīČļŅp°ĘĀŪ»•Ņp°ĘįŁŅpĶ»£©°ĘŅpĺÄŹąŃ¶°ĘČļń_ŹąŃ¶°Ę√śŃŌ–‘ń‹Ķ»”–›^īůĶń ÍPŌĶ°£“Ľį„ «ŅpľxĺÉĺÄ‘Ĺ∂ŗ£¨ŅpŅs‘Ĺīů£¨»ÁĺÉŽpĺÄĶńŅs¬ “™īů”ŕĺÉÜőĺÄĶń£ĽŅpĺÄ ŹąŃ¶°ĘČļń_ČļѶ‘Ĺ–°£¨ŅpŅsĺÕ‘Ĺ–°£Ľ√śŃŌ‘ĹĪ°°ĘĹYėč‘ĹŌ°ň…£¨ŅpŅsĺÕ‘Ĺīů°£
4.žŔ†CŅs¬
žŔ†CŅs¬ «÷ł‘ŕ∑Ģ—bľ”Ļ§Ŗ^≥Ő÷–”…”ŕ ‹ĶĹüŠĚŮĶń◊ų”√(žŔ†C)∂Ýģa…ķĶńŅs¬ °£žŔ †CŅs¬ ÷ų“™Ňc√śŃŌĶń–‘ń‹”–ÍP£¨īů≤Ņ∑÷√śŃŌĹõžŔ†CļůēĢģa…ķ ’Ņs£¨«“÷ĪĹzŇcôMĹz ∑ĹŌÚ“Ľį„Ņs¬ ≤ĽÕ¨£¨“≤”–…ŔŃŅĶń√śŃŌĹõžŔ†Cļů∑ī∂ÝēĢģa…ķ…žťLĶń¨FŌů°£∆š‘≠ņŪŅ… ‘Ē“ä°∂ľŹŅó≤ńŃŌĆW°∑ľį°∂∑Ģ—b≤ńŃŌĆW°∑Ķ»ēÝ°£
5.∆šňŻŅs¬
∑Ģ—b≥…∆∑‘ŕ’Ż†C÷ģļů“™ŖM––ôzÚě°Ę–ř’ż°ĘįŁ—bĶ»Ļ§◊ų°£ôzÚě°Ę–ř’ż∑Ģ—b«įļů Õ®≥£“™íž‘ŕ“¬ľ‹…Ō£¨ĽÚ’Ŗ∑Ģ—bįŁ—b–ő Ĺ≤…”√íž—bĶń‘í£¨ń≥–©√śŃŌ”…”ŕ◊‘÷ōĶń◊ų”√ ēĢ ĻťL∂»∑ĹŌÚģa…ķ…žťL£¨∂Ýĺē∂»∑ĹŌÚ ’Ņs£¨»Á»ň‘žņwĺS√śŃŌĶ»°£Ć¶”ŕ’ŘĮBįŁ—b£¨ –Ť“™’ŘĮB’ŻżR∆Ĺ’Ż£¨ģĒ’ŘřDļů‘ŔīÚť_ēr»›“◊∆ūįô∂ÝŅs–°≥ŖīÁ£¨ňý“‘ŖÄ–Ť“™ŖmģĒŅľ Ď]’ŘřDĶń”įŪĎ°£ŃŪÕ‚£¨”…”ŕ√śŃŌĺŖ”–ļŮ∂»£¨≥…“¬‘ŕĺē∂»∑ĹŌÚúyŃŅēr≥ŖīÁ“≤“™◊É–°£¨ ŐōĄe «“¬∆¨∑÷łÓ›^∂ŗĶńŅÓ Ĺ£¨–Ť“™ŅľĎ]’ŘřDĶń”įŪĎ°£
“‘…Ō”Ď’ďŃň∑Ģ—bĻ§ėI÷∆įŚēr”įŪĎŅs¬ Ķń“Úňō£¨ĆćŽH…ķģa÷–”…”ŕ√śŃŌ°ĘĻ§ňáĶ» “ÚňōĶńĺCļŌ”įŪĎ£¨«ťõrŖÄēĢłŁŹÕŽs£¨Ķę «≤ĽŅ…ń‹“ĽŪó“ĽŪóĶō»ę≤Ņ»•”čň„úy∂®£¨Ļ§ŹSÕýÕý «≤…”√“‘Ō¬É…∑Nřk∑®ĀŪĹ‚õQŅs¬ ÜĖÓ}°£
(1)√śŃŌĹ‚õQ
√śŃŌÓAŅs£¨“Ľį„łŖônĶń∑Ģ—b°Ę“™«ůƶólƶłŮĶń∑Ģ—b‘ŕ÷∆◊ų«į“™Ō»”√ÓAŅsôCÓA Ņs√śŃŌ£¨≤Ę∑Ň÷√“Ľ∂®ērťg£¨◊Ć√śŃŌ‘ŕ≤√ľŰ«įĶ√ĶĹ≥š∑÷ĽōŅs°£
(2)ė”įŚĹ‚õQ
Ņs∑Ňė”įŚ°£‘ŕīÚįŚ«įŌ»Ņī√śŃŌ£¨≤ĘĹYļŌ÷∆◊ųĻ§ňᣨŅľĎ]Ņs¬ Ķńīů–°£¨ŖmģĒŅs ∑Ňė”įŚ°£
ĘŔ.łýďĢ“‘ÕýĶńĹõÚě£¨īů÷¬ī_∂®Ņs¬ Ķńīů–°°£»Á11216ŐĖ12m£ĮmŽäѶľŹ£¨≥…“¬…į Ōīēr£¨÷ĪĹzŅs¬ ľsěť6£•£¨ôMĹzŅs¬ ľsěť1.5£•Ķ»°£
Ęŕ.≤…”√úy‘á√śŃŌĶńřk∑®°£»Áń≥ŅÓ—Ě—b≤…”√ľÉ√řľÜŅ®√śŃŌ£¨–Ť“™≥…“¬…įŌī£¨∂Ý ‘ď√śŃŌ“‘«į…–őīľ”Ļ§Ŗ^£¨Ąt“Ľį„≤…”√ĆĘ√śŃŌ◊Ųļ√ėň”õ£¨ňÕĶĹ…įŌīŹS»•…įŌīŐéņŪ£¨ »ĽļůúyŃŅ∆š÷Ī°ĘôMŃŌĶńŅs¬ £Ľīů†CŅs¬ “≤≤…”√Õ¨ė”Ķńřk∑®£¨◊Ųļ√ėň”õ£¨īů†C√śŃŌ£¨ úyŃŅŅs¬ °£
łýďĢĻņň„ĽÚúy‘áĶĹĶńŅs¬ £¨◊ųěť”čň„ė”įŚ≥ŖīÁĶń“ņďĢ£¨‘ŔŅľĎ]Ņp÷∆Ķ»∆šňŻĻ§ ňáĶń”įŪĎ°£ň„ļ√ė”įŚ≥ŖīÁ£¨ľīŅ…÷∆įŚ°£»Ľļů‘áė”“¬£¨‘ŔłýďĢė”“¬ĀŪļňƶ≥…“¬“éłŮ£¨ –ř’żė”įŚ£¨◊ųěťŇķŃŅ…ķģaŖM––Õ∆ônĶń÷––ńė”įŚ£¨ĽÚ∑QńłįŚ°Ęėňú ė”įŚ°ĘĽýú ė”įŚ Ķ»°£
Ņā÷ģ£¨Ņs¬ ‘ŕĻ§ŹSĆćŽH…ķģa÷– «“ĽāÄĪ»›^Ó^ŐŘĶńÜĖÓ}£¨”–ērēĢ”…”ŕ≤ĽÕ¨‹áťg°Ę ≤ĽÕ¨įŗĹMĶńĻ§ňᬑ”–≤ĽÕ¨£¨ĽÚ’Ŗ‹áĻ§÷ģťgľľ–gňģ∆ĹĶń≤Óģź£¨”√Õ¨“Ľė”įŚ◊Ų≥…Ķń≥… “¬£¨“éłŮ“≤ēĢ”–ňý◊ÉĽĮ£¨ňý“‘‘ŕŇķŃŅ…ķģaērĪōŪöáņłŮįīė”įŚľįĻ§ňáŖM––…ķģa£¨“‘ Ļ≥…“¬“éłŮ‘ŕ“é∂®ĶńĻę≤Ó∑∂áķÉ»°£
£®»ż£©ė”įŚ÷∆ąD“™«ů
»Á«įňý Ų£¨∑Ģ—bĶńÜőľĢ÷∆◊ų(ťT—b)ÕýÕý÷ĪĹ”‘ŕ“¬ŃŌ…ŌŖM––÷∆ąD£¨≤ĘŽSľīľŰ≤√≥… “¬∆¨ļÕłųŃ„≤ŅľĢ°£”–ērěťąD∑ĹĪ„£¨ŖÄŅ…Ō»≤√īů∆¨£¨≤ĘŖM––≤Ņ∑÷Ņp÷∆£¨∂Ýļů‘Ŕ≤√ń≥ –©Ń„≤ŅľĢ£¨‘ŔŖM––Ņp÷∆£¨“‘ī_Ī£łų≤ŅľĢťg—bŇšĶńú ī_–‘°£ņż»Á£¨‘ŕ÷∆◊ųőų—Ěēr£¨ Ņ…≤…”√Ō»≤√ňńīů∆¨ľįŅŕīŁňý–Ť“™ĶńŃ„≤ŅľĢŖM––Ņp÷∆£¨ēļēr≤ĽľŰ≤√—ŁÓ^£Ľ»Ľļů‘Ŕ≤√ ∆šňŻ≤ŅľĢ£¨≤Ęņ^ņmŖM––Ņp÷∆°£”÷»Á“r“¬Ķń÷∆◊ų£¨Ņ…≤…”√—bÓI«įŌ»ŃŅÓIŅŕĶńĆćŽHīů –°£¨‘Ŕ≤√ŇšÓIĶ»°£Õň“Ľ≤Ĺ÷v£¨ľī Ļňý”–“¬∆¨°ĘŃ„≤ŅľĢÕ¨ēr÷∆ąD≤√ľŰ£¨ĶĹ—bŇšērįl ”X”–›^īů’`≤Ó∂Ý—b≤Ľ…Ōēr£¨“≤Ņ…ŖM––ŖmŃŅĶń’{’ŻŇc–řłń£¨»ÁÓI◊”°Ę—ŁÓ^°Ę–šĶ»‘ŕ —bŇš”–ņߎyērŅ…“‘ŖM––ŖmŃŅĶń–řľŰ°£“ÚěťťT—bĶń≥ŖīÁ“™«ůŌŗƶ›^ĶÕ£¨ŅÕĎŰ◊Ę÷ōĶń «ī©÷ÝļŌůw śŖm£¨“Ľį„≤ĽēĢ”č›^ĺŖůwĶńľöĻĚ“éłŮ°£“ÚīňťT—b÷∆◊ų≤…”√Ķń «‘ŕĽýĪĺ ĚM◊„“éłŮ“™«ůĶń«įŐŠŌ¬£¨‘ŕŅp÷∆Ŗ^≥Ő÷–Ņ…¬‘◊ų–řłń£¨ŐōĄe «łųŌŗÍP≤ŅľĢĶńŅpļŌŇš ļŌ…ŌŅ…◊ų“Ľ∂®’{’Ż£¨ňý“‘ťT—b◊Ų“¬”–“»ż∑÷≤√£¨∆Ŗ∑÷◊Ų”Ķń’f∑®£¨’f√ųŅp÷∆‘ŕÜő ľĢ÷∆◊ųŖ^≥Ő÷–Ķń÷ō“™–‘£¨ŌŗƶĶōĺÕĹĶĶÕŃň÷∆ąDĶń“™«ů“‘ľįłųŃ„≤ŅľĢ÷ģÜĖĶńŇšļŌ“™ «ůĶ»°£
∑Ģ—bīůĻ§ėI…ķģa”…”ŕ «ŇķŃŅ…ķģa£¨≤ĽŅ…ń‹“ĽľĢ“ĽľĢĶōĄĚė”≤√ľŰ£¨łŁ≤ĽŅ…ń‹≤…”√ Ō»≤√ľŰīů∆¨,∂ÝļůŅp÷∆,‘ŔҚф≤ŅľĢĶńřk∑®.Ŗ@ «“Úěť:
Ķŕ“Ľ°Ę”…”ŕ√śŃŌÕýÕýēĢīś‘ŕ…ę ≤Ó,ŐōĄe «Üő…ę√ř≤ľ,ĹzĺI√śŃŌ,ňý“‘ĪMŃŅĆĘ“ĽľĢ“¬∑ĢŇŇ‘ŕ“Ľ∆ū,≤Ę≤…”√Ī‹√‚…ę≤ÓĶńŇŇ ŃŌľľ–gīŽ ©,ŇŇŃŌ“Ľ∂®“™“Ľ∆ūŇŇ,≤Ľ‘ ‘S”–Ń„≤ŅľĢŖzÕŁ,ľī Ļ «“ĽāÄ–°ŮŠ∂ľ≤Ľ––°£“Úěť ‘ŕŇš∆¨ēr,Ňš…ęēĢ∑«≥£ņߎy°£
Ķŕ∂Ģ°Ę∑Ģ—bĻ§ėI…ķģa∑«≥£◊Ę÷ō °ŃŌ,‘ŕńŅ«įĶńľ”Ļ§Üő÷–”» ěť÷ō“™,Õ¨ė”“™«ůňý”–Ķń“¬∆¨ŇcŃ„ŃŌ“Ľ∆ūĄĚļ√£¨“Ľ∆ūŇŇŃŌŌ¬≤√°£
Ķ໿°ĘĻ§ėIĽĮ…ķģa «Ńųňģ◊ųėI£¨łųĶņĻ§–Úĺý”–√ųī_Ķń∑÷Ļ§≤Ę”…≤ĽÕ¨ĶńĻ§»ňĻ≤Õ¨ÕÍ≥…≥…“¬£¨ľ”Ļ§≥…“¬“éłŮ“™«ů∑«≥£áņłŮ£¨≤Ľ‘ ‘SāÄ»ňŽSĪ„ľ”“‘–řľŰ’{’Ż£¨ň◊∑Q“ŅpĻ§≤ĽĄ”ľŰĶ∂”£¨∑ŮĄt“ĽāÄ»ň–řľŰ≥…“ĽāÄė”£¨≤ĽĶę“éłŮŽy“‘Ī£◊C£¨∂Ý«“‘ž–Õ“≤ēĢ≤Ľ“Ľ÷¬£¨Ļ łųĶņĻ§–Ú÷Ľń‹įī’’ė”įŚľįĻ§ňáÜő°ĘĻ§ňá“™«ůĀŪáņ„°ąŐ––£¨Ŗ@ė”ĺÕ“™«ůė”įŚú ī_üo’`£¨∑ŮĄt“…ŌŃļ≤Ľ’żŌ¬ŃļÕŠ”£¨‘ŕľ”Ļ§Ŗ^≥Ő÷–’`≤ÓēĢņŘ∑e∆ūĀŪ£¨‘ĹĀŪ‘Ĺīů°£
ů ňń£¨”…”ŕĻ§ėIĽĮ…ķģaĹõ≥£≤…”√Ō»÷∆◊ų°Ęļů≥…“¬ŐéņŪĶńĻ§ňᣨ»Á“™ŖM––≥…“¬…įŌī°ĘňģŌī°Ę Įń•Ķ»£¨”…”ŕ“¬∆¨—bŇš‘ŕ“Ľ∆ūĶń‘S∂ŗĶō∑Ĺ£¨ĹzŅ|∑ĹŌÚ≤ĽĪMŌŗÕ¨£¨Ņs¬ “≤ĺÕ≤Ľ“Ľ÷¬£¨Ŗ@ĺÕ“™«ů‘ŕīÚė”ēr ¬Ō»ľ”“‘ŅľĎ]£¨“‘Ī£◊C≤ŅľĢťg—bŇšĶńú ī_ľį≥…“¬Ķń∆∑Ŕ|£¨»Á≥…“¬…įŌīĶńĹzĺI“r…ņ£¨∆šė”įŚĶń–šŃĢĽ°ĺÄ∑ī∂Ý“™Ī»–š…ĹĽ°ĺÄťL£¨‘≠“Ú «–šŃĢĶń÷ĪĹz≤Ņ∑÷Ňc–š…ĹĶńôM(–Ī)Ĺz≤Ņ∑÷—bŇš‘ŕ“Ľ∆ū£¨…įŌīļů–šŃĢĶń÷ĪĹz≤Ņ∑÷Ī»–š…ĹĶńôM(–Ī)Ĺz≤Ņ∑÷ ’Ņsīů£¨Ļ īÚ÷∆ė”įŚēr“™ĆĘ–šŃĢĶń÷ĪĹz≤Ņ∑÷łýďĢŅs¬ ¬‘∑ŇťL£¨“‘Ī£◊C–šŃĢŇc–š…ĹĶń—bŇšú ī_ľį…įŌīļů’ŻāÄ–šŃĢ“éłŮ∑ŻļŌ≥…“¬“éłŮĶń“™«ů°£
Ņā÷ģ£¨Ļ§ėIė”įŚĶń÷∆ąD“™«ů∑«≥£łŖ£¨≤Ę“™«ů√ś◊”°ĘņÔ≤ľ°Ę’≥ļŌ“r°ĘÉ»“rė”įŚ Ķ»“Ľ∆ūīÚ÷∆ļ√£¨≤Ľń‹”–»őļőŖz¬©£¨“™«ů◊–ľö£¨łų≤ŅľĢ÷ģÜĖĶń—bŇš“™«ů ¬Ō»“™Ņō÷∆ ú ī_£¨»ÁÓI◊”ŇcÓI»¶°Ę–š◊”Ňc–šŃĢĶ»°£ŐōĄe «≥…“¬”–ļůŐéņŪēr£¨÷∆ąDĶń“™«ůłŁłŖ£¨ »ÁľÉ√ř∑Ģ—b“™ňģŌī°ĘĹzĺI∑Ģ—b“™≥…“¬…įŌīĶ»Ķ»°£Ļ§ėIė”įŚ‘ŕ≥ŖīÁ–ő†ÓĶ»∑Ĺ√śŇc“Ľ į„Ķń∑Ģ—bĹYėč÷∆ąDľįťT—bĶń÷∆ąD”–›^īůĶń≤ÓĄe£¨ŹńēÝĪĺ…Ōń√ĀŪĶń∑Ģ—bĹYėčąD◊°Õý ≤Ľń‹÷ĪŔϙ”√°£
£®ňń£©ÍP”ŕ–°ė”įŚ
Ļ§ėIĽĮ∑Ģ—b…ķģaÕýÕý «”…≤ĽÕ¨Ķń‹áťg°Ę≤ĽÕ¨ĶńįŗĹM°Ę≤ĽÕ¨ĶńĻ§»ňĻ≤Õ¨ĀŪÕÍ≥… Õ¨“ĽŅÓ Ĺ…ű÷Ń «Õ¨“Ľ“éłŮĶń∑Ģ—b£¨∂Ý‘ŕłųĶņĻ§–ÚĶńľ”Ļ§Ŗ^≥Ő÷–ĽÚ∂ŗĽÚ…ŔēĢ”–“Ľ–© ’`≤Ó£¨»ÁĄĚė”Ņ…ń‹”–’`≤Ó£¨‘ŕ≤√ī≤…Ō≤√ľŰērŅ…ń‹ēĢ∆ęĶ∂£¨ľī Ļ√śŃŌŌŗÕ¨Ņs¬ “≤≤Ľ “Ľ∂®ÕÍ»ęŌŗÕ¨£¨Ņp÷∆ēr“≤ēĢ”–’`≤Ó°£ěťĪ£◊C≥…“¬“éłŮĶńú ī_ľį‘ž–ÕĶń“Ľ÷¬–‘£¨≥ż áņłŮąŐ––Ļ§ňá≤Ŕ◊ų“é≥ŐÕ‚£¨–Ť“™‘ŕŅp÷∆Ŗ^≥Ő÷–≤…»°“Ľ∂®Ķńľľ–gīŽ ©£¨ľįērŖM––’{ ’Ż£¨Ŗ@ĺÕ–Ť“™‘S∂ŗ–°ė”įŚŖM––Ņō÷∆£¨ĺŖůw“™”…Ņp÷∆‹áťgņÔĶń–°†CĻ§(◊ņįŚĻ§)ĀŪÕÍ ≥…£¨∑ŮĄtÕ¨ŅÓĶń“ĽįŔľĢ∑Ģ—bŅ…ń‹ēĢ◊É≥…“ĽįŔāÄė”◊”°£ņŻ”√‘S∂ŗ–°ė”įŚ£¨≤ĽĻ‹”…’l ĀŪ÷∆◊ų£¨∂ľń‹÷∆◊ų≥ŲÕ¨“Ľ“éłŮ°ĘÕ¨“Ľ‘ž–Õ°ĘÕ¨“ĽŔ|ŃŅ“™«ůĶń∑Ģ—b£¨ľīėňú ĽĮ°Ę“Ľ ÷¬–‘°£ģĒ»ĽÕ¨ērŖÄ”–”√ŌŮĻ§ňáÜőĶ»ľľ–gīŽ ©ĀŪľ”“‘Ņō÷∆°£
–°ė”įŚĶń÷∆◊ų ‹ĶĹāųĹyŃēĎT°Ę…ķģaľ”Ļ§Ļ§ňá°Ę∑Ģ—bŅÓ Ĺ°Ę‘Oāšľį√śŃŌĶ»”įŪĎ£¨ ľī Ļ «Õ¨“ĽŅÓ∑Ģ—b‘ŕ≤ĽÕ¨∑Ģ—bĻęňĺ°ĘŹSľ“÷∆◊ųērēĢ¬‘”–≤ĽÕ¨£¨Ī»›^ž`ĽÓ£¨Ķę∆š◊Ó ĹKńŅĶń «“Ľ÷¬Ķń£¨ľīĪ£◊C≥…“¬“éłŮľį‘ž–ÕĶń“Ľ÷¬–‘ļÕŐŠłŖ…ķģa–߬ °£“Ľį„ĀŪ’f£¨ ≥…“¬Ŕ|ŃŅ°Ę“éłŮ“™«ů‘ĹłŖ£¨ľ”Ļ§‘Ĺ◊–ľö£¨–°ė”įŚĺÕ‘Ĺ∂ŗ°£∑ī÷ģ£¨‘ŕťT—bÜőľĢ÷∆◊ų ÷–£¨ÕýÕý÷Ľīś‘ŕ◊‘…ŪĶń◊ů”“ƶ∑Q–‘£¨”–Ķń…ű÷ŃŖB“ĽČK–°ė”įŚ∂ľŅ…“‘≤Ľ”√°£
£®őŚ£©ė”įŚŅp∑›ľ”∑ŇľįąD ĺ’f√ų
Ņp∑›īů–°÷ų“™»°õQ”ŕ∑Ģ—bŅÓ Ĺ°Ę…ķģaĻ§ňáľį√śŃŌ–‘ń‹°£»Á«įňý Ų, ≥…“¬“éłŮ“™ «ů›^áņ£¨»ÁŅp∑›…‘”–’`≤Ó£¨ĺÕēĢ Ļ≥…“¬“éłŮ≥¨≥ŲĻę≤Óėňú ∑∂áķ°£ŐōĄe «≥ŲŅŕÕ‚ŔQ∑Ģ —b£¨»Ű“éłŮ≤Ľ∑Ż£¨ĺÕ≥…ěť≤ĽļŌłŮģa∆∑°£»Á—Ě—b“Ľį„”…4īů∆¨ĹM≥…£¨—ŁÕőŐéĻ≤”–8ólŅp ◊”,∂Ý«“ŖÄ”–ļů °°Ę«įŮřĶ»”įŪĎ£¨»ÁĻŻ√ŅólŅp◊”’`≤ÓO.3cm£¨ņŘľ”∆ūĀŪĺÕ”–2.4cm£¨ ŖhŖh≥¨Ŗ^ŃňáÝľ“ėňú —Łáķňý‘ ‘SĶńĻę≤Ó∑∂áķ(±1.5cm)ľįÕőáķňý‘ ‘SĶńĻę≤Ó∑∂áķ (±2cm)°£“Úīň ◊Ō» «“™‘ŕė”įŚ÷∆◊ųú ī_Ķń«įŐŠŌ¬£¨įīŅÕĎŰĽÚ‘O”čĶń“™«ů£¨’żī_∑Ň Ņp£¨ú ī_Ķōī_∂®łų∑N °Ķņ°Ę’ŘŮ–Ķ»ĶńőĽ÷√Ňcīů–°°£∆šīőĪōŪö‘ŕľąė”(ė”įŚ)…Ō«Ś≥ĢĶō ĪŪ ĺ≥ŲĀŪ£¨≤…”√Ķń∑Ĺ∑®”–ąD ĺ’f√ųľįőń◊÷’f√ųÉ…∑N£¨»Áī_∂®Ņp∑›īů–°£¨ °Ķņīů–° ľįĶ∂—ŘőĽ°Ę’ŘŮ–īů–°°Ę’ŘĮB∑ĹŌÚĶ»Ķ»°£Ŗ@ė”£¨ Ļ‘ŕłųĶņĻ§–Ú÷–ĶńĻ§◊ų»ňÜT”–ďĢŅ… —≠£¨«Ś≥Ģ°Ęú ī_°Ę∑ĹĪ„ĶōŖM––…ķģa°£
£®Ńý£©ŌĶŃ–ĽĮ∑Ģ—bĻ§ėIė”įŚ
≥…“¬ «“Ľ∑N…Ő∆∑£¨“™«ůÕ¨ė”ŅÓ ĹĶń∑Ģ—bń‹ŖmĎ™łų∑N≤ĽÕ¨…Ū≤ńļÕůw–őĶńī©÷Ý“™ «ů£¨ĪMŃŅ Ļ√ŅāÄ»ň∂ľń‹ŔIĶĹļŌļű◊‘ľļůw–ő“™«ůĶń∑Ģ—b£¨Ŗ@ĺÕ–Ť“™ŖM––≥…“¬“éłŮ‘O ”č£¨–ő≥…∂ŗ∑N≥…“¬“éłŮ°£‘ŕ∑Ģ—bĻ§ėI…ķģa÷–£¨»Á«įňý Ų£¨Õ‚ŔQ≥ŲŅŕ∑Ģ—b“Ľį„”…ŅÕ ĎŰŐŠĻ©ĽÚÖĘ’’≥ŲŅŕ∑Ģ—b“é„°ėňú °£ő“áÝĄtÕ®Ŗ^ƶ≤ĽÕ¨ĶōÖ^°ĘŽAĆ”°ĘńÍżgĶ»Ķń’{≤ť —–ĺŅĶńĽýĶA…Ō£¨÷∆”ÜŃň–¬ĶńáÝľ“∑Ģ—bŐĖ–Õėňú £¨ Ļ≥…“¬≥…ěťėňú ĽĮ°ĘŌĶŃ–ĽĮģa∆∑£¨ Ņ…ŖM––≥…ŇķĻ§ėIĽĮ…ķģa°£ŌŗĎ™ĶńĻ§ėIė”įŚ «≤ĽÕ¨“éłŮĶń“ĽŐ◊ŌĶŃ–ĽĮė”įŚ£¨…ŔĶń”– é◊÷Ľ“éłŮ£¨∂ŗĶńŖ_ ģ∂ŗ÷Ľ…ű÷Ń «é◊ ģ÷Ľ“éłŮ£¨“ÚīňĺÕ–Ť“™ŖM––Õ∆ôn£¨ĽÚ∑QÕ∆į‚°Ę ∑ŇīaĶ»°£Ŗ@ «“ĽŪóľľ–g–‘›^ŹäĶńĻ§◊ų£¨“≤ «Õ¨ťT—b÷∆◊ųÖ^Ąe›^īůĶń“ĽŁc°£
–Ť“™∂®÷∆°Ę≤…ŔŹĻ§◊ų∑Ģ°ĘĄŕĪ£∑ĢŌŗÍPģa∆∑ľįŔYŃŌĶń”√ĎŰ£¨Ņ…ď‹īÚĻęňĺ∑ĢĄ’üŠĺÄ£ļ028-6141 6833£Ľő“āÉ∆ŕīżńķĶńĀŪŽäľį◊…‘É£¨ńķĶńĚM“‚ «ő“āÉ∑ĢĄ’Ķń◊ŕ÷ľ£¨ő“āÉĆĘĹŖ’\ěťńķ∑ĢĄ’£°
…Ō“Ľól£ļĶ¬įÓŅžŖf»Žĺ÷∑Ģ—bőÔŃųĻ©Ď™śú
Ō¬“Ľól£ļŌńŐžī©ú\…ęĶń“¬∑ĢĺÕ≤ĽőŁüŠ£¨ī©∆ūĀŪĺÕłŁõŲň¨ÜŠ£ŅŅīÕÍŖ@∆™őń’¬≤Ň√ųį◊
∑ĶĽōŃ–ĪŪ



